
Page 25 - 2023霍夫曼中文
P. 25
54 CNY CNY 54
Solid Type
carbide W h7 2 HPC x
Norm 12×D 135°
整体硬质合金 HPC 钻头 GARANT Master Steel DEEP
最新一代 DLC 涂层 sp 的摩擦系数更小,排屑效果更好。可对
2
铝合金材料进行高效加工。6 条刃带保证了钻孔的高同心度和
圆度。
提示: 容屑槽长度 L C = L + 1.5 × D 。 圆柱刀柄,符合 DIN 6535 HA 标准要求 12 3178 深孔钻加工领域的市场革命
2
C
为了在作业过程中稳固地使用 12×D 钻头,需
要事先使用编号 121068 – 121130 进行定心。
样式 HB 和 HE 的供货价格与 HA 相同。 新系统在各个方面都具有独特的优势
样式 HB:利用编号 123179 订货。
样式 HE:利用编号 123178 + 129100HE 订货。
高达30%
优势1:显著提高的金属去除率 金属去除率
■ 优化的几何结构,具有稳定的切削刃和大排屑槽
线速度/
v [m/min] ■ 与前代产品和竞争对手相比,大幅增加了切削参数
c
ISO 代码 N N N N N N N N N N N N N N N N N N ■ 极强的刀具稳定性—即使在高切削参数下,这要归功于极强的钻芯与创新的冷却液通道形状搭配
12 2602 360 400 350 150 120 90 80 70 80 160 200 80 80 适用 适用
12 3178 250 280 245 105 85 60 55 50 55 120 150 55 55 适用 适用 ■ 耐高温的TiAlN多层涂层和由于钻尖上的导环,实现的全方位的冷却 强化钻芯
h7 L L 直径 D ⌀ D h7 L L 直径 D 非常高的刀具稳定性
⌀ D C 11E 12 3178 2 s 铝 C 11E 12 3178 2 s 铝
VHM-HPC 钻头,圆柱柄 VHM-HPC 钻头,圆柱柄
f f 优势2:最大的工艺可靠性:
DIN 6535 HA DIN 6535 HA
mm DLC mm mm mm mm/rev mm DLC mm mm mm mm/rev 极端的钻孔深度要求高度的工艺可靠性 — 特别是当我们谈论昂贵的部件时
2 ✔ 31 72 4 0.2 7,1 ✔ 97.4 146 8 0.45 稳定性提高
2,1 ✔ 30.9 72 4 0.22 7,2 ✔ 97.2 146 8 0.45 GARANT Master Steel DEEP在各种材料中提供了高端水平的可靠性:
2,2 ✔ 30.7 72 4 0.22 7,3 ✔ 97.1 146 8 0.45 ■ 与整个深孔钻系统完全匹配的深孔钻头 70%以上
2,3 ✔ 30.6 72 4 0.22 7,4 ✔ 96.9 146 8 0.45
2,4 ✔ 36.4 81 4 0.22 7,5 ✔ 96.8 146 8 0.45 ■ 优化的几何形状,为通用性材料加工创造了最佳的断屑性能,例如铸钢、不锈钢和铸铁等
2,5 ✔ 36.3 81 4 0.22 7,6 ✔ 96.6 146 8 0.45
2,6 ✔ 36.1 81 4 0.22 7,7 ✔ 96.5 146 8 0.45 ■ 最佳排屑 — 即使在极端钻孔深度和高金属去除率下,由于排屑槽的动态螺旋升角,从而大大
2,7 ✔ 38 81 4 0.22 7,8 ✔ 96.3 146 8 0.45 加快了切屑从孔中排出的速度
2,8 ✔ 37.8 81 4 0.22 7,9 ✔ 96.2 146 8 0.45 ■ 导向环的精确导向和额外的导向倒角保证质量的钻孔效果
2,9 ✔ 37.7 81 4 0.22 8 ✔ 96 146 8 0.45
3 ✔ 49.5 92 6 0.22 8,1 ✔ 107.9 162 10 0.55 ■ 无需副导孔 — 只需一个简单的引导孔
3,1 ✔ 49.4 92 6 0.35 8,2 ✔ 107.7 162 10 0.55 ■ 刀具多次修磨后的性能几乎接近新刀具的水平
3,2 ✔ 49.2 92 6 0.35 8,3 ✔ 107.6 162 10 0.55
3,3 ✔ 49.1 92 6 0.35 8,4 ✔ 107.4 162 10 0.55 ■ 涂层的头部部位和抛光的排屑槽使切屑的流动达到最佳状态
3,4 ✔ 48.9 92 6 0.35 8,5 ✔ 107.3 162 10 0.55 动态的螺旋升角
3,5 ✔ 48.8 92 6 0.35 8,6 ✔ 107.1 162 10 0.55 显著加快切屑的排出
3,6 ✔ 48.6 92 6 0.35 8,7 ✔ 107 162 10 0.55
3,7 ✔ 48.5 92 6 0.35 8,8 ✔ 106.8 162 10 0.55
3,8 ✔ 58.3 102 6 0.35 8,9 ✔ 106.7 162 10 0.55
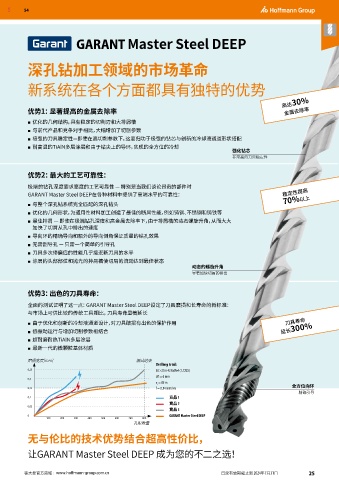
3,9 ✔ 58.2 102 6 0.35 9 ✔ 106.5 162 10 0.55 优势3:出色的刀具寿命:
4 ✔ 58 102 6 0.35 9,1 ✔ 106.4 162 10 0.55
4,1 ✔ 57.9 102 6 0.35 9,2 ✔ 106.2 162 10 0.55 全面的测试证明了这一点:GARANT Master Steel DEEP设定了刀具磨损和长寿命的新标准:
4,2 ✔ 57.7 102 6 0.35 9,3 ✔ 106.1 162 10 0.55
4,3 ✔ 57.6 102 6 0.35 9,4 ✔ 105.9 162 10 0.55 与市场上可供比较的传统工具相比,刀具寿命显著延长
4,4 ✔ 57.4 102 6 0.35 9,5 ✔ 105.8 162 10 0.55 刀具寿命
4,5 ✔ 57.3 102 6 0.35 9,6 ✔ 105.6 162 10 0.55 ■ 由于优化和创新的冷却液通道设计,对刀具破损有出色的保护作用
4,6 ✔ 57.1 102 6 0.35 9,7 ✔ 105.5 162 10 0.55 ■ 低振动运行与增加切割参数相结合 延长300%
4,7 ✔ 57 102 6 0.35 9,8 ✔ 105.3 162 10 0.55
4,8 ✔ 70.8 116 6 0.35 9,9 ✔ 105.2 162 10 0.55 ■ 超耐磨耐热TiAlN多层涂层
4,9 ✔ 70.7 116 6 0.35 10 ✔ 105 162 10 0.55 ■ 最新一代的微颗粒基体材质
5 ✔ 70.5 116 6 0.35 10,2 ✔ 140.7 204 12 0.55
5,1 ✔ 70.4 116 6 0.45 10,5 ✔ 140.3 204 12 0.55 磨损宽度[mm]
5,2 ✔ 70.2 116 6 0.45 10,8 ✔ 139.8 204 12 0.55 测试结束 Drilling trial:
5,3 ✔ 70.1 116 6 0.45 11 ✔ 139.5 204 12 0.55 30 × D in 42 CrMo4 (1.7225)
5,4 ✔ 69.9 116 6 0.45 11,5 ✔ 138.8 204 12 0.55 ⌀ = 6 mm
5,5 ✔ 69.8 116 6 0.45 11,8 ✔ 138.3 204 12 0.55
5,6 ✔ 69.6 116 6 0.45 12 ✔ 138 204 12 0.55 v c = 85 m 全方位向环
5,7 ✔ 69.5 116 6 0.45 12,5 ✔ 163.3 230 14 0.65 f = 0.14 mm/rev 精确引导
5,8 ✔ 69.3 116 6 0.45 12,8 ✔ 162.8 230 14 0.65 竞品 1
5,9 ✔ 69.2 116 6 0.45 13 ✔ 162.5 230 14 0.65 竞品 2
6 ✔ 69 116 6 0.45 13,5 ✔ 161.8 230 14 0.65
6,1 ✔ 98.9 146 8 0.45 13,8 ✔ 161.3 230 14 0.65 竞品 3
6,2 ✔ 98.7 146 8 0.45 14 ✔ 161 230 14 0.65 GARANT Master Steel DEEP
6,3 ✔ 98.6 146 8 0.45 14,5 ✔ 186.3 260 16 0.65 孔眼数量
6,4 ✔ 98.4 146 8 0.45 14,8 ✔ 185.8 260 16 0.65
6,5 ✔ 98.3 146 8 0.45 15 ✔ 185.5 260 16 0.65
6,6 ✔ 98.1 146 8 0.45 15,5 ✔ 184.8 260 16 0.65 无与伦比的技术优势结合超高性价比,
6,7 ✔ 98 146 8 0.45 15,8 ✔ 184.3 260 16 0.65
6,8 ✔ 97.8 146 8 0.45 16 ✔ 184 260 16 0.65
6,9 ✔ 97.7 146 8 0.45 16,5 ✔ 209.3 285 18 0.7 让GARANT Master Steel DEEP 成为您的不二之选!
7 ✔ 97.5 146 8 0.45 16,8 ✔ 208.8 285 18 0.7
24 霍夫曼官方商城:www.hoffmann-group.com.cn 霍夫曼官方商城:www.hoffmann-group.com.cn 目录有效期截止到 2024年7月31日 25
।ࡆ۽ JOEE
।ࡆ۽ JOEE