
Page 28 - 2023霍夫曼中文
P. 28
54 CNY CNY 54
Solid 3 DIN h6
90° carbide 335 C 螺纹加工 – 总览
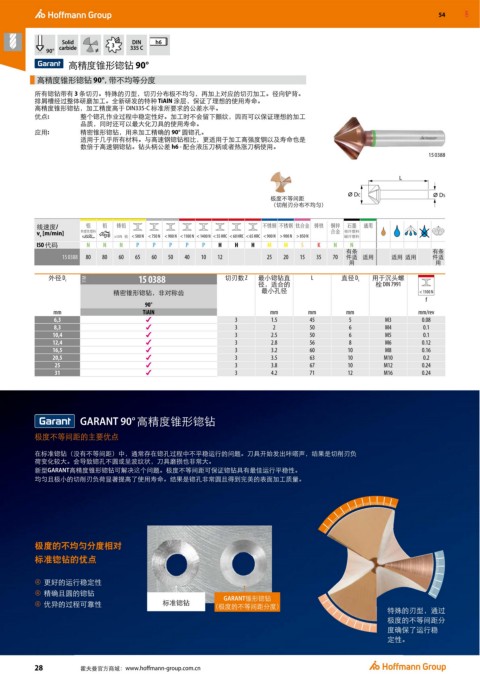
高精度锥形锪钻 90°
高精度锥形锪钻 90°,带不均等分度 丝锥
所有锪钻带有 3 条切刃。特殊的刃型,切刃分布极不均匀,再加上对应的切刃加工。径向铲背。 挤压丝锥 13
排屑槽经过整体研磨加工。全新研发的特种 TiAlN 涂层,保证了理想的使用寿命。
高精度锥形锪钻,加工精度高于 DIN335-C 标准所要求的公差水平。
优点: 整个锪孔作业过程中稳定性好。加工时不会留下颤纹,因而可以保证理想的加工
品质,同时还可以最大化刀具的使用寿命。
应用: 精密锥形锪钻,用来加工精确的 90° 圆锪孔。
适用于几乎所有材料。与高速钢锪钻相比,更适用于加工高强度钢以及寿命也是
数倍于高速钢锪钻。钻头柄公差 h6 - 配合液压刀柄或者热涨刀柄使用。
15 0388
L
板牙
DC DS
极度不等间距 螺纹攻丝、板牙套 14
(切削刃分布不均匀) 装
攻丝、板牙工具
线速度/ 断丝取出器
v [m/min]
c
ISO 代码 N N N P P P P P H H H M M S K N N
有条 有条
15 0388 80 80 60 65 60 50 40 10 12 25 20 15 35 70 件适 适用 适用 适用 件适
用 用
外径 D c 11M 15 0388 切刃数 Z 最小锪钻直 L 直径 D s 用于沉头螺
径,适合的 栓 DIN 7991
精密锥形锪钻,非对称齿 最小孔径 < 1100 N
f
90°
mm TiAlN mm mm mm mm/rev
6,3 ✔ 3 1.5 45 5 M3 0.08
8,3 ✔ 3 2 50 6 M4 0.1
10,4 ✔ 3 2.5 50 6 M5 0.1
12,4 ✔ 3 2.8 56 8 M6 0.12
16,5 ✔ 3 3.2 60 10 M8 0.16
20,5 ✔ 3 3.5 63 10 M10 0.2
25 ✔ 3 3.8 67 10 M12 0.24
31 ✔ 3 4.2 71 12 M16 0.24
G A R A N T ° 0 9
¡¢£¤¥ ¦§¨©ª«¬®¯°¢
±²GARANT ³´µ ¶
³·¸ ¹º
»
¼½¾ ¿ ÀÁ ÃÄÅÆÇ °¦¾ÈÉÊË ÌÍÎÏÐÑ
সޡܿૂእࠍޡყޭ
ᎳᲈᏡܿቄݞ
×Ø
Ö»
Õ¾¦
GARANT
Ù ³Ú»
Ò
ÓÔ ²
Ò
Õ·Ã
Ö»
28 霍夫曼官方商城:www.hoffmann-group.com.cn 目录有效期截止到 2024年7月31日 29