
Page 258 - 世霸SuperToolVol.6
P. 258
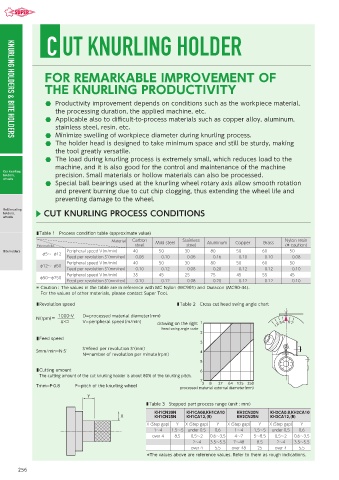
C UT KNURLING HOLDER
FOR REMARKABLE IMPROVEMENT OF
THE KNURLING PRODUCTIVITY
Productivity improvement depends on conditions such as the workpiece material,
the processing duration, the applied machine, etc.
Applicable also to difficult-to-process materials such as copper alloy, aluminum,
stainless steel, resin, etc.
Minimize swelling of workpiece diameter during knurling process.
KNURLING HOLDERS & BITE HOLDERS
The holder head is designed to take minimum space and still be sturdy, making
the tool greatly versatile.
The load during knurling process is extremely small, which reduces load to the
machine, and it is also good for the control and maintenance of the machine
Cut knurling
holders, precision. Small materials or hollow materials can also be processed.
wheels
Special ball bearings used at the knurling wheel rotary axis allow smooth rotation
and prevent burning due to cut chip clogging, thus extending the wheel life and
preventing damage to the wheel.
Roll knurling
holders, CUT KNURLING PROCESS CONDITIONS
wheels
■ Table 1 Process condition table (approximate value)
Material Carbon Mild steel Stainless Aluminum Copper Brass Nylon resin
External dia. steel steel (* caution)
Bite holders Peripheral speed V(m/min) 40 50 30 80 50 60 50
φ5〜 φ12
Feed per revolution S’(mm/rev) 0.08 0.10 0.06 0.16 0.10 0.10 0.08
Peripheral speed V(m/min) 40 50 30 80 50 60 50
φ12〜 φ50
Feed per revolution S’(mm/rev) 0.10 0.12 0.08 0.20 0.12 0.12 0.10
Peripheral speed V(m/min) 35 45 25 75 45 55 45
φ50〜φ250
Feed per revolution S’(mm/rev) 0.10 0.12 0.08 0.20 0.12 0.12 0.10
* Caution : The values in the table are in reference with MC Nylon (MC901) and Duracon (MC90-44).
For the values of other materials, please contact Super Tool.
■ Revolution speed ■ Table 2 Cross cut head swing angle chart
1000・V D=processed material diameter(mm)
N(rpm)=
π・D V=peripheral speed(m/min) drawing on the right 1
head swing angle scale
2
■ Feed speed
3
S'=feed per revolution S'(mm)
Smm/min=N·S' 4
N=number of revolution per minute(rpm)
5
■ Cutting amount 6
The cutting amount of the cut knurling holder is about 80% of the knurling pitch.
7
3 8 27 64 125 250
Tmm=P·0.8 P=pitch of the knurling wheel
processed material external diameter(mm)
Y
■ Table 3 Stepped part process range (unit : mm)
KH1CN20N KH1CA08,KH1CA10 KH2CN20N KH2CA0.8,KH2CA10
X KH1CN25N KH1CA12,(R) KH2CN25N KH2CA12,(R)
X (Step gap) Y X (Step gap) Y X (Step gap) Y X (Step gap) Y
1〜4 1.5〜5 under 0.5 0.6 1〜4 1.5〜5 under 0.5 0.6
over 4 8.5 0.5〜2 0.6〜3.5 4〜7 5〜8.5 0.5〜2 0.6〜3.5
2〜4 3.5〜5.5 7〜48 8.5 2〜4 3.5〜5.5
over 4 5.5 over 48 25 over 4 5.5
*The values above are reference values. Refer to them as rough indications.
256