
Page 5 - 诺霸英文2022
P. 5
INTRODUCTION
INTRODUCTION TO TORQUE
Friction in the Bolted Joint
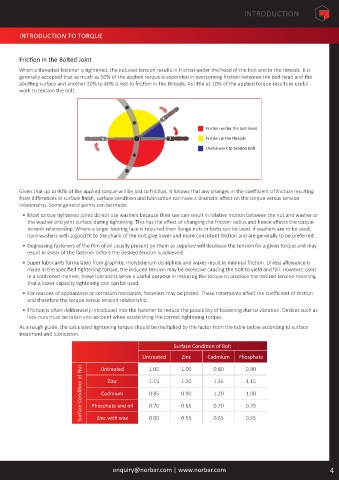
When a threaded fastener is tightened, the induced tension results in friction under the head of the bolt and in the threads. It is
generally accepted that as much as 50% of the applied torque is expended in overcoming friction between the bolt head and the
abutting surface and another 30% to 40% is lost to friction in the threads. As little as 10% of the applied torque results in useful
work to tension the bolt�
m . N 60 0 4 t f . f b l
t f . f b l 50
N.m 90 80 70 60 t f . f b l
Friction under the bolt head
t f . f b l m . N 60 0 4 50 t f . f b l Friction in the threads
t f . f b l 60 N.m 90 80 70 N.m 90 80 70 t f . f b l
50 t f . f b l 0 4 m . N 60 60 t f . f b l
Useful work to tension bolt
Given that up to 90% of the applied torque will be lost to friction, it follows that any changes in the coefficient of friction resulting
from differences in surface finish, surface condition and lubrication can have a dramatic effect on the torque versus tension
relationship. Some general points can be made:
• Most torque tightened joints do not use washers because their use can result in relative motion between the nut and washer or
the washer and joint surface during tightening. This has the effect of changing the friction radius and hence affects the torque-
tension relationship. Where a larger bearing face is required then flange nuts or bolts can be used. If washers are to be used,
hard washers with a good fit to the shank of the bolt give lower and more consistent friction and are generally to be preferred.
• Degreasing fasteners of the film of oil usually present on them as supplied will decrease the tension for a given torque and may
result in shear of the fastener before the desired tension is achieved.
• Super lubricants formulated from graphite, molybdenum disulphide and waxes result in minimal friction. Unless allowance is
made in the specified tightening torque, the induced tension may be excessive causing the bolt to yield and fail. However, used
in a controlled manner, these lubricants serve a useful purpose in reducing the torque to produce the desired tension meaning
that a lower capacity tightening tool can be used.
• For reasons of appearance or corrosion resistance, fasteners may be plated. These treatments affect the coefficient of friction
and therefore the torque versus tension relationship.
• Friction is often deliberately introduced into the fastener to reduce the possibility of loosening due to vibration. Devices such as
lock-nuts must be taken into account when establishing the correct tightening torque.
As a rough guide, the calculated tightening torque should be multiplied by the factor from the table below according to surface
treatment and lubrication.
Surface Condition of Bolt
Untreated Zinc Cadmium Phosphate
Surface Condition of Nut Phosphate and oil 1.15 1�20 1.35 1.15
Untreated
0�90
0�80
1�00
1�00
Zinc
Cadmium
0.85
1�20
1�00
0�90
0.65
0�70
0�70
0.75
0�60
0.55
Zinc with wax
0.55
0.65
enquiry@norbar�com | www�norbar�com 4