
Page 15 - 2023霍夫曼中文
P. 15
54 CNY CNY 54
图例和图形
新产品 i
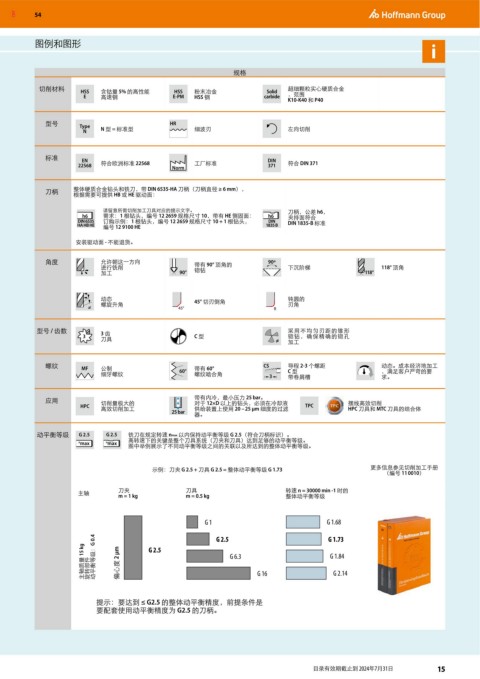
规格
切削材料 超细颗粒实心硬质合金
切削加工——钻孔/螺纹加工 HSS 含钴量 5% 的高性能 HSS 粉末冶金 Solid ,范围
高速钢
E
HSS 钢
carbide
E-PM
K10-K40 和 P40
孔加工 型号 Type HR
N N 型 = 标准型 细波刃 左向切削
标准 EN DIN
22568 符合欧洲标准 22568 Norm 工厂标准 371 符合 DIN 371
刀柄 整体硬质合金钻头和铣刀,带 DIN 6535-HA 刀柄(刀柄直径 ≥ 6 mm),
第 18 页 根据需要可提供 HB 或 HE 驱动面:
HOLEX CleverDrill 高速钢麻花钻
请留意所需切削加工刀具对应的提示文字。 刀柄,公差 h6,
h6 需求:1 根钻头,编号 12 2659 规格尺寸 10,带有 HE 侧固面: h6 夹持面符合
DIN 6535 订购示例:1 根钻头,编号 12 2659 规格尺寸 10 + 1 根钻头, DIN
HA HB HE 编号 12 9100 HE 1835 B DIN 1835-B 标准
第 19 页 第 17 页 第 19 页
HOLEX CleverDrill 长型高速钢麻花钻 HOLEX CleverDrill 高速钢短钻头套装 HOLEX CleverDrill 高速钢麻花钻套装 安装驱动面 - 不能退货。
角度 允许朝这一方向 带有 90° 顶角的 90º
进行铣削 锪钻 下沉阶梯 118° 顶角
加工 90° 118°
第 20 页
超长麻花钻,HSS 材质
动态 45° 切刃倒角 钝圆的
≠ 螺旋升角 45° R 刃角
5×D
型号 / 齿数 3 齿 采用不均匀刃距的锥形
3 C 型 锪钻,确保精确的锪孔
刀具 加工
第 23-24 页 第 21 页 8×D
VHM-HPC 钻头,圆柱柄 GARANT Master Steel MICRO 整体硬质合金钻头,带有圆柱柄
DIN 6535 HA DIN 6535 HA 螺纹 MF 公制 带有 60° CS 导程 2-3 个螺距 动态。成本经济地加工
细牙螺纹 60° 螺纹啮合角 3 C 型 ,满足客户严苛的要
求。
带卷屑槽
12×D 应用 切削量极大的 带有内冷,最小压力 25 bar。 摆线高效切削
对于 12×D 以上的钻头,必须在冷却液
HPC 高效切削加工 供给装置上使用 20 – 25 µm 细度的过滤 TPC HPC 刀具和 MTC 刀具的结合体
25 bar 器。
20×D
动平衡等级 G 2.5 G 2.5 铣刀在规定转速 nmax 以内保持动平衡等级 G 2.5(符合刀柄标识)。
n max n max 高转速下的关键是整个刀具系统(刀夹和刀具)达到足够的动平衡等级。
图中举例展示了不同动平衡等级之间的关联以及所达到的整体动平衡等级。
第 22 页 30×D
GARANT Master Steel MICRO 整体硬质合金钻头,带有圆柱柄 更多信息参见切削加工手册
DIN 6535 HA 示例:刀夹 G 2.5 + 刀具 G 2.5 = 整体动平衡等级 G 1.73 (编号 11 0010)
刀夹 刀具 转速 n = 30000 min -1 时的
主轴 m = 1 kg m = 0.5 kg
6×D 整体动平衡等级
16×D G 1 G 1.68
20×D G 2.5 G 2.5 G 1.73
第 26 页 G 6.3 G 1.84
GARANT Master Steel DEEP VHM 圆柱柄深孔钻 主轴质量 15 kg 动平衡等级:G 0.4 偏心度 2 μm
DIN 6535 HA 旋转部件 G 16 G 2.14
提示:要达到 ≤ G2.5 的整体动平衡精度,前提条件是
要配套使用动平衡精度为 G2.5 的刀柄。
第 28 页 第 27 页 第 27 页
精密锥形锪钻,非对称齿 数控定心钻头,90° NC 定心钻转位刀片
14 目录有效期截止到 2024年7月31日 15